1 Overview
30CrNiMo8 is a steel grade imported from the former West Germany. It is a high-quality alloy steel. It is a steel made by adding one or several alloying elements on the basis of high-quality carbon structural steel 30Cr2Ni2Mo. According to the chemical composition, 30CrNiMo8 is a medium carbon steel. Due to its own advantages, it has certain application in chemical ultra-high pressure vessels; while S355JR is a low-alloy high-strength steel.
In recent years, our company has used 30CrNiMo8 for quenching and tempering, applied it to the ring gear of the welding gear, and applied the S355JR to the web of the welding gear. Both 30CrNiMo8 and S355JR belong to the European standard grade. In order to study the weldability of the dissimilar steel, this paper analyzes the weldability, establishes a reasonable welding process, and uses the ENISO15614 standard for welding process evaluation to guide the production of welding gears.
2. Pre-test preparation
(1) Solderability analysis test The chemical composition and mechanical properties of the base materials 30CrNiMo8 and S355JR are shown in Table 1.
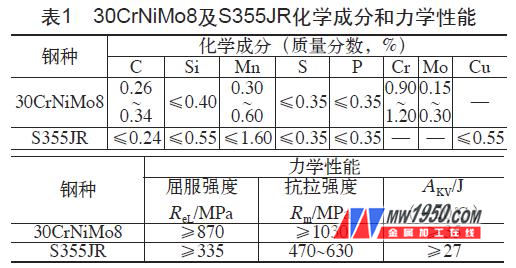
According to the carbon equivalent and cold crack sensitivity index recommended by the International Welding Society, the Ce and Pcm of 30CrNiMo8 steel are 0.74% and 0.44%, respectively, and that of S355JR steel are 0.54% and 0.37%, respectively. The carbon equivalent and cold crack sensitivity index of the two steels are respectively greater than the critical value of 0.40% and 0.20%, and have higher tendency to harden and cold crack, especially 30CrNiMo8, the hardening tendency is greater, if the process is unreasonable, it may A large amount of martensite is generated in the heat affected zone of the weld, causing it to be severely embrittled, thereby increasing the cold cracking tendency of the welded joint.
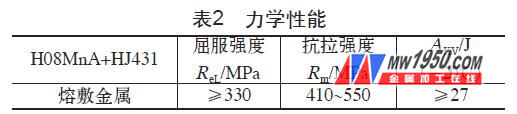
(2) The welding method and welding materials are submerged arc welding, the welding wire grade is H08MnA, the flux grade is HJ431, and the mechanical properties are shown in Table 2. The flux is dried at 400 °C before welding and kept at 90 minutes.
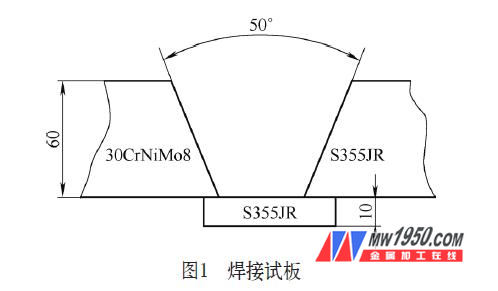
(3) Welding groove form and welding parameters Welded joints are in the form of butt joints with backing plates, as shown in Figure 1. The welding parameters and welding sequence are shown in Table 3 and Figure 2, respectively.
Please refer to the attachment for more details or read the 18th issue of Metalworking (Hot Processing).
Elevator Modernization,Elevator Modernisation,Elevator Modification,Lift Modernization
Suzhou Stable Trade Co., Ltd , https://www.stable-elevator.com