I. Introduction ZHONGSHAN DIKA LIGHTING CO.,LTD , http://www.dikalighting.com
The inner groove surface of the variable lead screw is a spiral surface. As shown in Fig. 1a, the trajectory of any point on the cutting edge of the forming turning tool during machining is a spiral line which is expanded in a circumferential direction as a straight line, as shown in Fig. 2. 
Figure 1 variable lead screw
△α=arctg{(△TS)/[S2+Tm(Tm+△T)]} (1)
Where Tm—any lead (mm);
S—the circumference of the revolution (mm) at any point on the cutting edge of the tool;
â–³ T - variable lead increment (mm).
According to formula (1), the relationship between Δα and lead increment, lead change and screw outer diameter change can be obtained. When Δα is large, in order to ensure a smooth transition between two adjacent spirals, an arc or Straight line connection, as shown in Figure 2. Therefore, the entire variable lead screw consists of two sets of curves. For the large lift angle lead screw, it must be corrected at the transition. 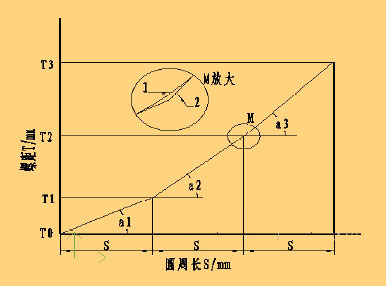
Figure 2 Spiral after the circumferential direction
Second, the numerical control processing method of variable lead thread
The cutting command for the variable lead thread is G34 X(U)__ Z(W)__ F___K±___ .
Where “X, Z†refers to the end point coordinate value of turning, U and W refer to the incremental coordinate value of the cutting end point relative to the starting point, and F refers to the basic lead of the thread, which has the same meaning as the thread cutting command G32, K is Refers to the amount of change in the lead per thread, the range of increase (decrease), set in the system parameters.
The CNC lathe provides the function of turning the lead thread, which is an important manifestation of the superiority of the CNC lathe. However, the explanation of this function in the related textbooks is relatively simple, but the principle of the processing of the variable lead thread is explained in principle, and the operability is poor. Using a thread cutter with a certain width to machine the variable lead thread, the groove width is equal and easy to guarantee. If the tooth width is equal, it is not easy to operate. This paper focuses on how to ensure equal tooth width and uniform groove width during processing. The Omori R2J50L system is used below. For example, let's talk about your own understanding of this function. The variable lead thread is divided into two cases, one is a wide tooth-changing lead of the groove, and the other is a wide-groove variable lead of the tooth.
Let me say that in the first case, the groove is equal to the width of the tooth, and the tooth shape is square, as shown in Fig. 1b (note the first lead 10, the distance of the tool from the end face is 8), and the point O is the zero point of the workpiece coordinate system.
.........................
G00 X30.
G34 W-60. F6. K2.
...........................
The first lead from the starting point is actually F=6mm+2mm=8mm, so the programmed starting point of the cutting is 8mm from the end face, and the turning tool with a width of 5mm can be used for turning forming.
The second case is a wide groove change lead of the tooth, as shown in Figure 1c. This situation is more complicated than the first case. It is only possible to make the width of the tool evenly larger during the turning process of the lead, but this is not possible. In practice, the cutting can be completed by changing the lead F and the corresponding starting point, and the turning is gradually completed. The first knife is the same as the first case. The first thread is a slot with a wide tooth-to-lead lead. The positioning point of the second knife is 0.7 mm closer to the end face (the specific value can be determined according to experience), and the basic guide The process becomes 5.3mm. By analogy, the third knife is closer to 0.7mm and the basic lead is changed to 4.6mm until the car reaches the size requirement. The procedure is as follows:
The procedure is as follows:
O0001
G50 X100. Z50.
M03 S80
T0100
G00 X60. Z8.
M98 P0002L25
G00 Z7.3
M98 P0003L25
G00 Z6.6
M98 P0004L25
G00 Z6.
M98 P0005L25
G00 X100.
Z50.
M30
O0002
G00 U-20.
G34 Z-52. F6. K2.
G00 U19.6
G00 Z8.
M99
O0003
G00 U-20.
G34 Z-52. F5.3K2.
G00 U19.6
G00 Z7.3
M99
O0004
G00 U-20.
G34 Z-52. F4.6 K2.
G00 U19.6
G00 Z6.6
M99
O0005
G00 U-20.
G34 Z-52.F4. K2.
G00 U19.6
G00 Z6.
M99
The above procedure is to process the first lead of the workpiece to 10mm. As shown in Figure 1a, the tool is 8mm away from the end face of the workpiece (the F value in the program should be 6mm). The tool is positioned closer to the end face of the workpiece during machining, that is, It can be said that the left side of the cutting groove of the tool can be processed into a variable width lead thread as shown in Fig. 1c. This processing method is to gradually move the knife in the negative direction. There is also a method of gradually moving in the positive direction. As shown in Fig. 1b, the positioning of the tool during machining is gradually away from the end face of the workpiece, that is to say, the right side of the cutting groove of the tool can be processed into a variable width of the tooth as shown in Fig. 1c. Lead thread. The G34 command follows the same rules as the thread cutting G32 command, and the following points should be noted when applying:
(1) Reasonably select the tool width according to different requirements;
(2) According to different situations, correctly set the starting value of F and the position of the starting point;
(3) Since the thread elevation angle of the variable guide thread becomes larger as the lead increases, the sharpening angle of the cutting edge on the left side of the tool is equal to the working back angle plus the maximum thread angle ψ, ie ao=( 3 ° ~ 5 °) + ψ.
The above is the processing of the square tooth lead thread. For the inner groove surface is a spiral surface variable lead thread, the inner groove spiral surface can be ensured by the forming tool or the X axis dimension in the processing. The variable lead screw has to be repeatedly cut repeatedly. The Z motor realizes a regular feed motion according to the signal of the spindle encoder to form a spiral surface. When cutting to the leftmost end, the X-direction motor is controlled to retract and return. To the initial longitudinal position, control X to feed the motor laterally to the specified depth of cut, perform a second cut, and cycle until the qualified lead screw cross-section depth is reached. This example is the actual application procedure when we process the variable lead thread for a beverage factory. It may not be reasonable, but the actual processing is feasible. It is now available to everyone for reference only.
Originally published in the magazine "CAD / CAM and Manufacturing Informatization"
Cutting of variable lead thread of CNC lathe