Sintered Stone Tile,Sintered Stone Flooring,Sintered Stone Slab,Popular Sintered Stone Tile Xuzhou Xinghe New Building Materials Co., Ltd. , https://www.xhceramictile.com The coated tool is coated on a hard alloy or high speed steel (HSS) substrate surface with good strength and toughness. It is coated by a vapor deposition method with a thin layer or multiple layers, or even more than one thousand layers. Metal or non-metallic compounds such as TiC, TiN, TiCN, TiAlN, Al2O3, C3N4, MoS2, DLC and diamond. It can be applied as a single coating or as a composite and multi-component coating. A high-speed, powerful drill from Japan's Sumitomo Electric Co., Ltd. is a thin layer of 1000 layers of TiN and AlN nano-super thin films alternately coated on a tungsten-cobalt cemented carbide substrate with a total coating thickness of about 2.5 μm. The ZX coated end mill developed by the company has a thin layer of up to 2,000 layers and a thickness of about 1 nanometer per layer, which solves the contradiction between higher hardness and wear resistance of the tool material and lower strength and toughness. . As a chemical barrier and thermal barrier, the coating reduces the diffusion and chemical reaction between the tool and the workpiece, thus reducing crater wear. The coated tool has the characteristics of high surface hardness, good wear resistance, stable chemical properties, heat and oxidation resistance, low friction coefficient and low thermal conductivity. It can improve the service life by more than 3-5 times compared with uncoated tools during cutting. The cutting speed is 20%-70%, the machining accuracy is improved by 0.5-1, and the tool consumption cost is reduced by 20%-50%. Therefore, coated tools have become the hallmark of modern cutting tools. In industrialized countries, the proportion of coated tools has exceeded 70%. 80%-85% of the tools used in CNC machines (NC) and machining centers (MC) in the United States are coated tools. At present, various tools used in cutting, including turning tools, boring tools, drills, reamers, broaches, taps, thread combs, rolling heads, milling cutters, forming tools, gear hobs, gear shaping cutters and Shaving knives and the like can be coated to improve their performance. At present, Hunan Zhuzhou Cemented Carbide Group Co., Ltd. has been able to provide various coated tools for YB series, CN series and CA series. Sichuan Zigong Cemented Carbide Factory, Shanghai Tool Factory Co., Ltd., and Ionbond (Suzhou) and Sheng Peier Super Coating (Suzhou) Co., Ltd. can provide users with various coating tools or coatings. Blade products. It must be pointed out that there is a misunderstanding in the use of coated tools. Due to its high surface hardness, when the tool wears or the coating peels off, the grinding ratio is small due to the grinding of the ordinary grinding wheel, and the re-grinding is difficult. It is discarded as a non-reground tool, causing great waste. The coated tool must be reground after it has worn out. When the coated tool is reground, the worn parts of the tool must be completely worn away. For tools that only need to regrind the rake face (such as broaches, forming turning tools, forming cutters, gear hobs, and pinion knives) or tools that only need to regrind the flank (such as drills and reapers) If the coating on the other face of the adjacent cutting edge (such as the spiral flute of the drill bit) is not damaged, the wear resistance of the tool can be improved. After re-sharpening the coated tool, the tool life can reach 50% or more of the original new coated tool life, still higher than the life of the uncoated tool. For the grinding wheel used for sharpening coated carbide tools, diamond grinding wheels can be used. However, when sharp-coated high-speed steel tools are used, grinding with cubic boron nitride grinding wheels has a good effect. The wear of the tool should be completely removed, the coating should not peel off, but the tool should not be annealed. An important issue with the use of coated tools is the problem of recovery of the cutting performance of the tool after re-grinding, that is, the problem of repeated coating (recoating) after each sharpening (opening) of the tool. Table 1 lists the results of the tool wear resistance test of the coated high-speed steel gear hob and the shaper cutter after re-grinding the rake face and then recoating.
The coated tool is coated on a hard alloy or high speed steel (HSS) substrate surface with good strength and toughness. It is coated by a vapor deposition method with a thin layer or multiple layers, or even more than one thousand layers. Metal or non-metallic compounds such as TiC, TiN, TiCN, TiAlN, Al2O3, C3N4, MoS2, DLC and diamond. It can be applied as a single coating or as a composite and multi-component coating. A high-speed, powerful drill from Japan's Sumitomo Electric Co., Ltd. is a thin layer of 1000 layers of TiN and AlN nano-super thin films alternately coated on a tungsten-cobalt cemented carbide substrate with a total coating thickness of about 2.5 μm. The ZX coated end mill developed by the company has a thin layer of up to 2,000 layers and a thickness of about 1 nanometer per layer, which solves the contradiction between higher hardness and wear resistance of the tool material and lower strength and toughness. . As a chemical barrier and thermal barrier, the coating reduces the diffusion and chemical reaction between the tool and the workpiece, thus reducing crater wear. The coated tool has the characteristics of high surface hardness, good wear resistance, stable chemical properties, heat and oxidation resistance, low friction coefficient and low thermal conductivity. It can improve the service life by more than 3-5 times compared with uncoated tools during cutting. The cutting speed is 20%-70%, the machining accuracy is improved by 0.5-1, and the tool consumption cost is reduced by 20%-50%. Therefore, coated tools have become the hallmark of modern cutting tools. In industrialized countries, the proportion of coated tools has exceeded 70%. 80%-85% of the tools used in CNC machines (NC) and machining centers (MC) in the United States are coated tools. At present, various tools used in cutting, including turning tools, boring tools, drills, reamers, broaches, taps, thread combs, rolling heads, milling cutters, forming tools, gear hobs, gear shaping cutters and Shaving knives and the like can be coated to improve their performance. At present, Hunan Zhuzhou Cemented Carbide Group Co., Ltd. has been able to provide various coated tools for YB series, CN series and CA series. Sichuan Zigong Cemented Carbide Factory, Shanghai Tool Factory Co., Ltd., and Ionbond (Suzhou) and Sheng Peier Super Coating (Suzhou) Co., Ltd. can provide users with various coating tools or coatings. Blade products. It must be pointed out that there is a misunderstanding in the use of coated tools. Due to its high surface hardness, when the tool wears or the coating peels off, the grinding ratio is small due to the grinding of the ordinary grinding wheel, and the re-grinding is difficult. It is discarded as a non-reground tool, causing great waste. The coated tool must be reground after it has worn out. When the coated tool is reground, the worn parts of the tool must be completely worn away. For tools that only need to regrind the rake face (such as broaches, forming turning tools, forming cutters, gear hobs, and pinion knives) or tools that only need to regrind the flank (such as drills and reapers) If the coating on the other face of the adjacent cutting edge (such as the spiral flute of the drill bit) is not damaged, the wear resistance of the tool can be improved. After re-sharpening the coated tool, the tool life can reach 50% or more of the original new coated tool life, still higher than the life of the uncoated tool. For the grinding wheel used for sharpening coated carbide tools, diamond grinding wheels can be used. However, when sharp-coated high-speed steel tools are used, grinding with cubic boron nitride grinding wheels has a good effect. The wear of the tool should be completely removed, the coating should not peel off, but the tool should not be annealed. An important issue with the use of coated tools is the problem of recovery of the cutting performance of the tool after re-grinding, that is, the problem of repeated coating (recoating) after each sharpening (opening) of the tool. Table 1 lists the results of the tool wear resistance test of the coated high-speed steel gear hob and the shaper cutter after re-grinding the rake face and then recoating.  As can be seen from the above table, the service life of the gear hob and the shaper after coating and repeated coating is significantly improved. The actual test shows that the thickness of the film layer is not significantly increased on the repeated coating surfaces of the gear hob and the shaper cutter, and the gears processed by the tool after repeated recoating can still meet the precision requirements specified in the pattern. After 17 times of repeated coating of the gear hob, the cumulative total thickness of the flank coating film is still only 5-6μm, and the coating film is uniform on the surface of the tool. The newly coated film and original coating The layers form a metallurgical bond, with no distinguishable boundary layers and no significant voids. Repeat coatings are also effective for other tools such as twist drills, reamers and end mills. When the coated tool is recoated, a new coating material can be used in addition to the original coating material. The actual use shows that if TiAlN coating material is used in the recoating of TiN coating tool, the cutting speed or tool life will be significantly improved. In addition, the service life of the coated tool also has a certain relationship with the thickness of the film. If the blade surface wear is used as a reference, the tool life will increase as the thickness of the film increases, but the film thickness will reach saturation when the film thickness is 5 μm, that is, the life is no longer significantly increased. If the previous crater depth is the reference of the tool life and the tool life is proportional to the film thickness, no saturation is found. However, when the film layer is too thick, peeling is likely to occur, and thus the coating thickness of the tool is generally not more than 5-10 μm. For re-grinding tools, only recoating is required to ensure that the total life of the tool is increased by more than 3-5 times. Where the recoating tool must first grind the geometric parameters according to the process requirements, the polishing part is not allowed to have various quality defects such as grinding, burrs and the like. For recoating, the localized shielding technique can be used to coat only the sharpened surface. For recoating without shielding technology, after 4-6 recoating, the coating thickness of the non-sharpening surface of the tool will be too large, which will affect the accuracy of the tool and cause local peeling. Recoat after stripping treatment. After recoating, the cutting performance of the tool is generally not lower than that of the first new coated tool, and the tool can be recoated several times until it is scrapped. As can be seen from the above, recoating has great potential for improving the wear resistance and productivity of the tool. Usually, cemented carbide production plants are generally capable of recoating. At present, there are also special coating companies in mainland China to carry out this business, such as Sino-Swiss joint venture Shanghai Nano Coating Co., Ltd., which is a large coating service center, specializing in coating, regrind and recoating of tools. The company has introduced four coating equipments, which can be coated with S-AlTiN (super nitrogen aluminum oxynitride), S-TiN (super titanium nitride), TiCN, DLC, CrN and other coatings. However, whether the coated tool should be recoated after regrind depends on whether the tool can be repainted technically and economically. Enterprises talk about coatings and tools. In terms of tools, coating technology, super-hard materials, CAD/CAM software, etc. have made major breakthroughs, especially the development of coating technology is very rapid. So, how have the tool companies and coating companies made their efforts in this regard? Iskar: Directly refers to “fast metal cutting†to improve tool performance, and the most basic research direction is to upgrade tool materials. This involves both the substrate and the coating. Cemented carbide substrates have a basic property that the higher the toughness, the lower the wear resistance and vice versa. Therefore, when performing interrupted cutting, such as milling and discontinuous turning, a base body with high toughness can be selected; when continuous finishing is performed, a base with high wear resistance needs to be selected. The development of ultra-fine grain grades broke the conventional law of the matrix. Ultra-fine grain grade, both high wear resistance and high toughness. This opens up a channel for the versatility of the blades and tools. Isca's IC07 and IC08 ultra-fine grained carbide substrates are examples of general-purpose cemented carbide substrates with high wear resistance and high toughness. In particular, the coated ICKEY can be used for drilling, grooving and milling of steel, hardened steel, stainless steel, superalloy and cast iron by virtue of the perfect combination of substrate and coating. IC908 has been on the market for many years, and it has won the trust of many users because of its outstanding performance in processing. Over the years, Iskar has also made great progress in coating technology, mainly in the following aspects: 1. Medium temperature chemical vapor coating (MT-CVD). Ti(C,N) prepared by medium temperature chemical vapor coating (MT-CVD, deposition temperature 700-900 ° C), and high temperature chemical vapor coating (HT-CVD, deposition temperature 900-1, 100 ° C) Compared with Ti (C, N), the former has a dense coating structure, a thickness of more than 10 μm, and a columnar crystal, and the stress on the surface of the tool is also reduced after coating. This carbide coating has higher wear resistance, thermal shock resistance and higher toughness. When applied to high-speed heavy cutting and dry cutting in harsh conditions, tool life is significantly improved. Iskar uses medium-temperature chemical vapor deposition coating technology in class P grades such as IC8150-IC8350 and IC9150-IC9350, and IC grades such as IC5005, IC5010, and IC5100. 2. Cemented carbide α-Al2O3 coating technology. When Al2O3 coating is deposited, Al2O3 will exhibit different crystal phases, such as γ, δ, α, κ-Al2O3, etc., depending on the deposition temperature. Among them, only α-Al2O3 is a thermodynamically stable structure. Due to changes in process conditions, a mixture of alpha phase and κ phase Al2O3 is often obtained, which reduces the performance of the coating. Iska has now been able to obtain pure α-Al2O3 by strictly controlling the process parameters, and control its crystal growth direction in a cylindrical structure; the technology is named α-TEC. Iskar also applied the α-TEC technology to the P class grades such as IC8150-IC8350 and IC5400, and the K grades such as IC5005, IC5100 and IC5010. 3. Use composite coating (DO-TEC). This technology is a PVD coating based on a medium temperature chemical vapor coating (MTCVD) surface. Iskar's DT7150 grade uses this technology, TiCN is the bottom layer, Al2O3 is the middle layer, TiN is the transition layer, both use medium temperature chemical vapor coating technology; TiAlN is the top layer, using PVD coating technology. This grade is excellent in medium-high speed milling of gray cast iron and ductile iron. 4. TiAlN (PVD) coating or AlTiN (PVD) coating. TiAlN is purple-black, with a hardness of 35GPa, a friction coefficient of 0.4-0.6, and a maximum use temperature of 800 °C. It can be used for processing difficult-to-machine materials, dry cutting and hard cutting. Iska's IC908, IC907, IC808, IC830, IC928, and IC950 use this coating. AlTiN is black, has a hardness of 38GPa, a friction coefficient of 0.5-0.7, and a maximum use temperature of 900 ° C, which is superior to TiAlN coating. Iska's IC900, IC903, IC810, and IC910 use this coating. 5, using the beam magic coating technology (SUMO-TEC). When applied to chemical coatings, the beam magic technology effectively reduces the stress on the surface of the CVD coating and reduces the thermal cracking through special process control, thus prolonging the tool life. For example, IC8150, on the cobalt-rich layer on the surface of the ultra-hard substrate, uses medium temperature chemical vapor deposition (MTCVD) technology, on the TiCN underlayer, a thick Al2O3 coating is applied as the intermediate layer, and TiN is used as the top layer. TiCN improves the wear resistance of the tool to prevent chipping. Al2O3 has excellent high temperature resistance and oxidation resistance, and TiN has high hardness and wear resistance. By applying a post-treatment of the rake face of the blade, the surface compressive stress is induced to help suppress the generation of cracks. The surface of the coating is also smoother, the friction with the chips is reduced, and the heat of cutting is reduced. When applied to physical coatings, Beam Magic technology treats droplets deposited on the surface of the blade coating to form a smooth coating surface that extends tool life.
As can be seen from the above table, the service life of the gear hob and the shaper after coating and repeated coating is significantly improved. The actual test shows that the thickness of the film layer is not significantly increased on the repeated coating surfaces of the gear hob and the shaper cutter, and the gears processed by the tool after repeated recoating can still meet the precision requirements specified in the pattern. After 17 times of repeated coating of the gear hob, the cumulative total thickness of the flank coating film is still only 5-6μm, and the coating film is uniform on the surface of the tool. The newly coated film and original coating The layers form a metallurgical bond, with no distinguishable boundary layers and no significant voids. Repeat coatings are also effective for other tools such as twist drills, reamers and end mills. When the coated tool is recoated, a new coating material can be used in addition to the original coating material. The actual use shows that if TiAlN coating material is used in the recoating of TiN coating tool, the cutting speed or tool life will be significantly improved. In addition, the service life of the coated tool also has a certain relationship with the thickness of the film. If the blade surface wear is used as a reference, the tool life will increase as the thickness of the film increases, but the film thickness will reach saturation when the film thickness is 5 μm, that is, the life is no longer significantly increased. If the previous crater depth is the reference of the tool life and the tool life is proportional to the film thickness, no saturation is found. However, when the film layer is too thick, peeling is likely to occur, and thus the coating thickness of the tool is generally not more than 5-10 μm. For re-grinding tools, only recoating is required to ensure that the total life of the tool is increased by more than 3-5 times. Where the recoating tool must first grind the geometric parameters according to the process requirements, the polishing part is not allowed to have various quality defects such as grinding, burrs and the like. For recoating, the localized shielding technique can be used to coat only the sharpened surface. For recoating without shielding technology, after 4-6 recoating, the coating thickness of the non-sharpening surface of the tool will be too large, which will affect the accuracy of the tool and cause local peeling. Recoat after stripping treatment. After recoating, the cutting performance of the tool is generally not lower than that of the first new coated tool, and the tool can be recoated several times until it is scrapped. As can be seen from the above, recoating has great potential for improving the wear resistance and productivity of the tool. Usually, cemented carbide production plants are generally capable of recoating. At present, there are also special coating companies in mainland China to carry out this business, such as Sino-Swiss joint venture Shanghai Nano Coating Co., Ltd., which is a large coating service center, specializing in coating, regrind and recoating of tools. The company has introduced four coating equipments, which can be coated with S-AlTiN (super nitrogen aluminum oxynitride), S-TiN (super titanium nitride), TiCN, DLC, CrN and other coatings. However, whether the coated tool should be recoated after regrind depends on whether the tool can be repainted technically and economically. Enterprises talk about coatings and tools. In terms of tools, coating technology, super-hard materials, CAD/CAM software, etc. have made major breakthroughs, especially the development of coating technology is very rapid. So, how have the tool companies and coating companies made their efforts in this regard? Iskar: Directly refers to “fast metal cutting†to improve tool performance, and the most basic research direction is to upgrade tool materials. This involves both the substrate and the coating. Cemented carbide substrates have a basic property that the higher the toughness, the lower the wear resistance and vice versa. Therefore, when performing interrupted cutting, such as milling and discontinuous turning, a base body with high toughness can be selected; when continuous finishing is performed, a base with high wear resistance needs to be selected. The development of ultra-fine grain grades broke the conventional law of the matrix. Ultra-fine grain grade, both high wear resistance and high toughness. This opens up a channel for the versatility of the blades and tools. Isca's IC07 and IC08 ultra-fine grained carbide substrates are examples of general-purpose cemented carbide substrates with high wear resistance and high toughness. In particular, the coated ICKEY can be used for drilling, grooving and milling of steel, hardened steel, stainless steel, superalloy and cast iron by virtue of the perfect combination of substrate and coating. IC908 has been on the market for many years, and it has won the trust of many users because of its outstanding performance in processing. Over the years, Iskar has also made great progress in coating technology, mainly in the following aspects: 1. Medium temperature chemical vapor coating (MT-CVD). Ti(C,N) prepared by medium temperature chemical vapor coating (MT-CVD, deposition temperature 700-900 ° C), and high temperature chemical vapor coating (HT-CVD, deposition temperature 900-1, 100 ° C) Compared with Ti (C, N), the former has a dense coating structure, a thickness of more than 10 μm, and a columnar crystal, and the stress on the surface of the tool is also reduced after coating. This carbide coating has higher wear resistance, thermal shock resistance and higher toughness. When applied to high-speed heavy cutting and dry cutting in harsh conditions, tool life is significantly improved. Iskar uses medium-temperature chemical vapor deposition coating technology in class P grades such as IC8150-IC8350 and IC9150-IC9350, and IC grades such as IC5005, IC5010, and IC5100. 2. Cemented carbide α-Al2O3 coating technology. When Al2O3 coating is deposited, Al2O3 will exhibit different crystal phases, such as γ, δ, α, κ-Al2O3, etc., depending on the deposition temperature. Among them, only α-Al2O3 is a thermodynamically stable structure. Due to changes in process conditions, a mixture of alpha phase and κ phase Al2O3 is often obtained, which reduces the performance of the coating. Iska has now been able to obtain pure α-Al2O3 by strictly controlling the process parameters, and control its crystal growth direction in a cylindrical structure; the technology is named α-TEC. Iskar also applied the α-TEC technology to the P class grades such as IC8150-IC8350 and IC5400, and the K grades such as IC5005, IC5100 and IC5010. 3. Use composite coating (DO-TEC). This technology is a PVD coating based on a medium temperature chemical vapor coating (MTCVD) surface. Iskar's DT7150 grade uses this technology, TiCN is the bottom layer, Al2O3 is the middle layer, TiN is the transition layer, both use medium temperature chemical vapor coating technology; TiAlN is the top layer, using PVD coating technology. This grade is excellent in medium-high speed milling of gray cast iron and ductile iron. 4. TiAlN (PVD) coating or AlTiN (PVD) coating. TiAlN is purple-black, with a hardness of 35GPa, a friction coefficient of 0.4-0.6, and a maximum use temperature of 800 °C. It can be used for processing difficult-to-machine materials, dry cutting and hard cutting. Iska's IC908, IC907, IC808, IC830, IC928, and IC950 use this coating. AlTiN is black, has a hardness of 38GPa, a friction coefficient of 0.5-0.7, and a maximum use temperature of 900 ° C, which is superior to TiAlN coating. Iska's IC900, IC903, IC810, and IC910 use this coating. 5, using the beam magic coating technology (SUMO-TEC). When applied to chemical coatings, the beam magic technology effectively reduces the stress on the surface of the CVD coating and reduces the thermal cracking through special process control, thus prolonging the tool life. For example, IC8150, on the cobalt-rich layer on the surface of the ultra-hard substrate, uses medium temperature chemical vapor deposition (MTCVD) technology, on the TiCN underlayer, a thick Al2O3 coating is applied as the intermediate layer, and TiN is used as the top layer. TiCN improves the wear resistance of the tool to prevent chipping. Al2O3 has excellent high temperature resistance and oxidation resistance, and TiN has high hardness and wear resistance. By applying a post-treatment of the rake face of the blade, the surface compressive stress is induced to help suppress the generation of cracks. The surface of the coating is also smoother, the friction with the chips is reduced, and the heat of cutting is reduced. When applied to physical coatings, Beam Magic technology treats droplets deposited on the surface of the blade coating to form a smooth coating surface that extends tool life.  The beam coating technology makes the coating surface smoother and the blade coating surface has lower stress. All of this makes the cutting area cooler, more resistant to chipping and build-up resistance, and with a suitable carbide substrate, a more reliable and durable tool life can be obtained when processing most of the material being processed. . Blue Flag: A new generation of hobs with nanosphere coating
The beam coating technology makes the coating surface smoother and the blade coating surface has lower stress. All of this makes the cutting area cooler, more resistant to chipping and build-up resistance, and with a suitable carbide substrate, a more reliable and durable tool life can be obtained when processing most of the material being processed. . Blue Flag: A new generation of hobs with nanosphere coating 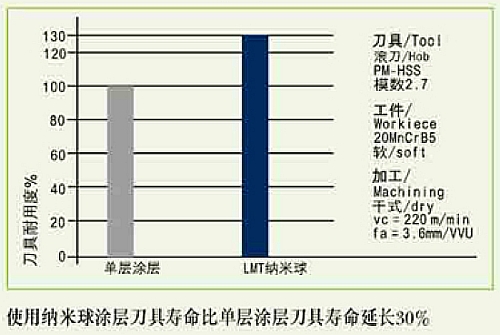 For the characteristics and technical requirements of the gear processing process, Lanzhi's tool experts have developed a new coating technology - nanosphere. The multi-layer structure consisting of nano-layers and only 3-4μm thin, although high in hardness, has microscopic elasticity, which can effectively protect the user's tool from wear during processing. Innovative coating technology not only enables users to achieve higher cutting speeds, but also shortens the cycle time and effectively increases production efficiency. At the same time, it can extend tool life by up to 30%, reducing the user's tool cost by 25%. During gear machining, the hob is subjected to extreme thermal and mechanical stresses, and the development of dry cutting increases the thermal stress that the tool must withstand during the cutting process. In addition, where machining is interrupted, an extremely dangerous load is placed on the cutting edge of the hob. In response to these problems, the newly developed nanosphere coating provides an effective solution while significantly improving the tool's processing performance. The blue sphere's nanospheres extend the tool life of the Fitt hob by 30% over the life of the tool with a conventional nitride coating, and the cutting speed is higher, which effectively reduces the tact time. The key advantage of the innovative nanosphere coating is its multilayer, nanostructured design, which greatly increases the thermal insulation of the tool, meaning that the substrate takes a long time to heat up. At the same time, the multilayer structure of the nanosphere coating makes it more elastic than a single layer coating. When the substrate loses stability and yields under pressure, the flexible multilayer coating on top of it will also be subject to wear. If a crack occurs in the nanosphere coating, its expansion is redirected and slowed down by the multilayer structure. In order to ensure the high quality of the tool, the Blue Flag guarantees that the Fitz hob with nanosphere coating will continue to work at the same standard as the new tool through all re-commissioning cycles. The tool was re-commissioned (refurbished) on the original grinding machine and coating equipment of the Lanzi Service Center. This process guarantees consistent high quality and absolute process safety. In summary, the hob with nanosphere coating is suitable for dry and wet processing. At the same time, the nanostructured multilayer coating on aluminum nitride chromium is especially suitable for solid carbide hob; multi-layer design (sandwich) The structure guarantees the optimum mechanical and thermal properties of the tool: high elasticity and absorption at point load (which can suppress and minimize crack propagation), low internal stress in the coating, and improved thermal insulation. That is, the high temperature generated during the hobbing process takes a long time to heat the steel tool; compared with the traditional single-layer hob, the service life of the blue-sphere coated tool is extended by at least 30%; Nanosphere coated tools have higher productivity. Sandvik Coromant: Continuous improvement of chemical coating technology
For the characteristics and technical requirements of the gear processing process, Lanzhi's tool experts have developed a new coating technology - nanosphere. The multi-layer structure consisting of nano-layers and only 3-4μm thin, although high in hardness, has microscopic elasticity, which can effectively protect the user's tool from wear during processing. Innovative coating technology not only enables users to achieve higher cutting speeds, but also shortens the cycle time and effectively increases production efficiency. At the same time, it can extend tool life by up to 30%, reducing the user's tool cost by 25%. During gear machining, the hob is subjected to extreme thermal and mechanical stresses, and the development of dry cutting increases the thermal stress that the tool must withstand during the cutting process. In addition, where machining is interrupted, an extremely dangerous load is placed on the cutting edge of the hob. In response to these problems, the newly developed nanosphere coating provides an effective solution while significantly improving the tool's processing performance. The blue sphere's nanospheres extend the tool life of the Fitt hob by 30% over the life of the tool with a conventional nitride coating, and the cutting speed is higher, which effectively reduces the tact time. The key advantage of the innovative nanosphere coating is its multilayer, nanostructured design, which greatly increases the thermal insulation of the tool, meaning that the substrate takes a long time to heat up. At the same time, the multilayer structure of the nanosphere coating makes it more elastic than a single layer coating. When the substrate loses stability and yields under pressure, the flexible multilayer coating on top of it will also be subject to wear. If a crack occurs in the nanosphere coating, its expansion is redirected and slowed down by the multilayer structure. In order to ensure the high quality of the tool, the Blue Flag guarantees that the Fitz hob with nanosphere coating will continue to work at the same standard as the new tool through all re-commissioning cycles. The tool was re-commissioned (refurbished) on the original grinding machine and coating equipment of the Lanzi Service Center. This process guarantees consistent high quality and absolute process safety. In summary, the hob with nanosphere coating is suitable for dry and wet processing. At the same time, the nanostructured multilayer coating on aluminum nitride chromium is especially suitable for solid carbide hob; multi-layer design (sandwich) The structure guarantees the optimum mechanical and thermal properties of the tool: high elasticity and absorption at point load (which can suppress and minimize crack propagation), low internal stress in the coating, and improved thermal insulation. That is, the high temperature generated during the hobbing process takes a long time to heat the steel tool; compared with the traditional single-layer hob, the service life of the blue-sphere coated tool is extended by at least 30%; Nanosphere coated tools have higher productivity. Sandvik Coromant: Continuous improvement of chemical coating technology 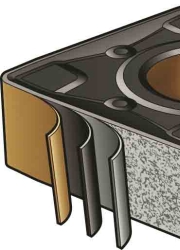 The blade may have multiple different chemical coatings, each with different functions. As a key technology for producing high-quality coatings to improve the performance of cutting tools, chemical coating (CVD) can be said to be a major contributor to the continuous evolution of tool coatings and processes and greatly improve tool productivity. The history of Sandvik Coromant's involvement in chemical coatings dates back to the original introduction of coated blade grades in 1969. This GC125 grade has only a few microns thick titanium carbide coating, but it increases cutting speed and extends tool life. Chemical coating is an extremely versatile technology for the production of hard-wearing hard coatings such as titanium carbonitride, aluminum oxide and diamond, as well as semiconductor products. It is another auxiliary technology for the widely used tool coating technology, Physical Coating (PVD). The chemical coating forms thick aluminum oxide (Al2O3), titanium carbide (TiC), titanium carbonitride (TiCN) and titanium nitride (TiN) coating (5-25 microns) on the tool insert to provide the pole High wear resistance and suitable for use in the presence of large amounts of abrasive wear. In contrast, the thinner coatings produced by the physical coating process have high compressive stress and are therefore more suitable for cutting applications that emphasize toughness. Chemical coating technology is constantly improving and perfecting. One reason for the development of chemical coatings is that it allows engineers to optimize each coating, and today it is still the only coating process that deposits a high quality alpha-Al2O3 crystalline layer. The latest coated carbide inserts have up to 10 coats, each with a different function. In multi-coated grades, a thin layer of titanium nitride is used for the wear mark, and underneath it is usually an aluminum oxide layer that provides chemical and wear resistance, followed by several layers of ductile carbonitride and nitrogen. The layer provides a high degree of flank wear resistance. The blade base consists of a cemented carbide bottom and a cobalt binder phase, while in the region near the coating, the matrix on some of the cemented carbide substitutes has been removed to enhance edge fracture resistance.
The blade may have multiple different chemical coatings, each with different functions. As a key technology for producing high-quality coatings to improve the performance of cutting tools, chemical coating (CVD) can be said to be a major contributor to the continuous evolution of tool coatings and processes and greatly improve tool productivity. The history of Sandvik Coromant's involvement in chemical coatings dates back to the original introduction of coated blade grades in 1969. This GC125 grade has only a few microns thick titanium carbide coating, but it increases cutting speed and extends tool life. Chemical coating is an extremely versatile technology for the production of hard-wearing hard coatings such as titanium carbonitride, aluminum oxide and diamond, as well as semiconductor products. It is another auxiliary technology for the widely used tool coating technology, Physical Coating (PVD). The chemical coating forms thick aluminum oxide (Al2O3), titanium carbide (TiC), titanium carbonitride (TiCN) and titanium nitride (TiN) coating (5-25 microns) on the tool insert to provide the pole High wear resistance and suitable for use in the presence of large amounts of abrasive wear. In contrast, the thinner coatings produced by the physical coating process have high compressive stress and are therefore more suitable for cutting applications that emphasize toughness. Chemical coating technology is constantly improving and perfecting. One reason for the development of chemical coatings is that it allows engineers to optimize each coating, and today it is still the only coating process that deposits a high quality alpha-Al2O3 crystalline layer. The latest coated carbide inserts have up to 10 coats, each with a different function. In multi-coated grades, a thin layer of titanium nitride is used for the wear mark, and underneath it is usually an aluminum oxide layer that provides chemical and wear resistance, followed by several layers of ductile carbonitride and nitrogen. The layer provides a high degree of flank wear resistance. The blade base consists of a cemented carbide bottom and a cobalt binder phase, while in the region near the coating, the matrix on some of the cemented carbide substitutes has been removed to enhance edge fracture resistance. 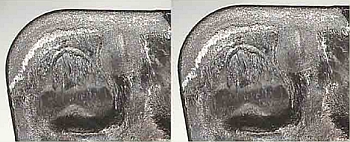 Left is the standard coating - standard TiCN / AL2O3 coating for the rake face crater wear, the right picture shows the latest modified TiCN / AL2O3 coating for the rake face crater wear. Wear results in ball bearing steel cutting tests. The standard coating compared to the latest modified coating shows that the white area on the right cutting insert is much thinner, indicating less wear. The first grade of Sandvik Coromant to use precision chemical coating technology is the GC3020 for cast iron milling. It was introduced in 1994 using medium temperature chemical coating (MTCVD) – the inner layer is made of titanium carbonitride (TiCN) with a unique patented alumina (Al2O3) for excellent wear resistance and coating attachment. Focus on. The GC2025 grade for stainless steel cutting is an example of the latest technology available today.
Left is the standard coating - standard TiCN / AL2O3 coating for the rake face crater wear, the right picture shows the latest modified TiCN / AL2O3 coating for the rake face crater wear. Wear results in ball bearing steel cutting tests. The standard coating compared to the latest modified coating shows that the white area on the right cutting insert is much thinner, indicating less wear. The first grade of Sandvik Coromant to use precision chemical coating technology is the GC3020 for cast iron milling. It was introduced in 1994 using medium temperature chemical coating (MTCVD) – the inner layer is made of titanium carbonitride (TiCN) with a unique patented alumina (Al2O3) for excellent wear resistance and coating attachment. Focus on. The GC2025 grade for stainless steel cutting is an example of the latest technology available today.  (Left) GC4225 CVD coated cemented carbide is suitable for a wide range of applications; (Right) GC2015 CVD coated cemented carbide is suitable for stainless steel finishing and roughing and provides chemical protection. At a preheating temperature, gases such as aluminum chloride, carbon monoxide, carbon dioxide, hydrogen, nitrogen, and titanium tetrachloride are introduced into the reaction chamber. As they pass over the heated surface of the blade, a reaction occurs and a solid coating is formed. Process parameters such as gas flow, gas pressure and reaction temperature are critical. Deposition of alumina requires a temperature of around 1,000 ° C, while titanium carbonitride can achieve the best results in the range of 800 to 950 ° C. A chemical coating process can take up to 24 hours. Chemical coatings (CVD) are likely to remain important in the future. It has had a major impact on tool performance, so that more than 80% of today's blade grades are coated. Nearly 70% of the coating grades currently offered by Sandvik Coromant use chemical coatings. Oerlikon Balzers: BALINIT® PERTURA provides solutions for all drilling applications. In 2011, Oerlikon Balzers Coatings introduced a new coating for the hole processing market – BALINIT® PERTURA, suitable for all high performance hard A comprehensive solution for carbide drills.
(Left) GC4225 CVD coated cemented carbide is suitable for a wide range of applications; (Right) GC2015 CVD coated cemented carbide is suitable for stainless steel finishing and roughing and provides chemical protection. At a preheating temperature, gases such as aluminum chloride, carbon monoxide, carbon dioxide, hydrogen, nitrogen, and titanium tetrachloride are introduced into the reaction chamber. As they pass over the heated surface of the blade, a reaction occurs and a solid coating is formed. Process parameters such as gas flow, gas pressure and reaction temperature are critical. Deposition of alumina requires a temperature of around 1,000 ° C, while titanium carbonitride can achieve the best results in the range of 800 to 950 ° C. A chemical coating process can take up to 24 hours. Chemical coatings (CVD) are likely to remain important in the future. It has had a major impact on tool performance, so that more than 80% of today's blade grades are coated. Nearly 70% of the coating grades currently offered by Sandvik Coromant use chemical coatings. Oerlikon Balzers: BALINIT® PERTURA provides solutions for all drilling applications. In 2011, Oerlikon Balzers Coatings introduced a new coating for the hole processing market – BALINIT® PERTURA, suitable for all high performance hard A comprehensive solution for carbide drills. 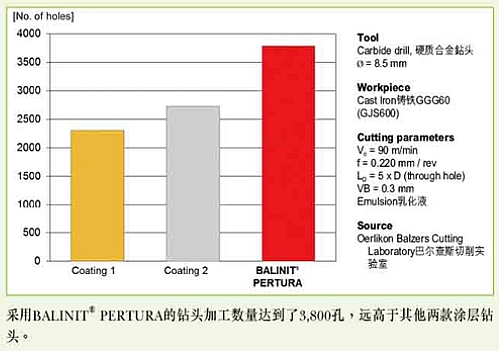
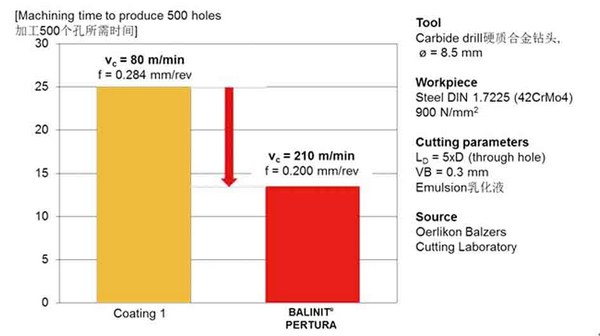 As a new generation of improvements in current BALINIT® FUTURA and HELICA bit coating technologies, the most critical advantage of BALINIT® PERTURA is its nanostructure. Increase productivity and process reliability when machining difficult materials. This new coating stands out because of its design, construction and smoothness. It provides the perfect balance between the optimal residual stress, hardness and fracture toughness for the nanostructure layer, significantly increases the wear resistance and inhibits crack propagation. In addition, the higher red hardness significantly enhances the protection against wear and greatly extends the service life of different drill bits. Thanks to reduced adhesion sensitivity, chip evacuation is facilitated even during deep hole processing, and a smooth coating surface is perfect for processing challenging materials. The figure shows the case of a 8.5mm diameter bit drilled ductile iron GGG60. The cutting parameters are: line speed 90m/min, feed 0.22mm/r, hole depth 43mm, the emulsion is cooled, when the bit wear amount reaches 0.3 In mm, the number of drills from Balzers' original two coatings was 2,300 and 2,750 holes, respectively, and the number of drills processed with BALINIT® PERTURA reached 3,800 holes, greatly extending the service life. Due to the nano-multilayer structure of BALINIT® PERTURA and the extremely high red hardness, the bit with this coating can choose a higher cutting speed to increase production efficiency. The picture below shows an example of using PEERTURA coatings to increase productivity. Carbide drill with a diameter of 8.5 mm, processing 42CrMo4, 43mm long through hole, emulsion cooling, using Balzers' original coating for hole machining, drilling line speed of 80m/min, feed rate For 0.284mm/r, it takes 25min to drill 500 holes. For the bit with PEERTUA coating, the line speed can reach 210m/min, the feed rate is 0.2mm/r, and it takes only 13 minutes to drill 500 holes. The processing time is greatly shortened and the production efficiency is increased by 85%. At the same time, BALINIT® PERTURA achieves the same performance as a new knife on regrind drill bits. If the cost of regrinding and recoating is one-third of the price of the new drill bit, four new drill bits were needed to achieve the output. Now only one new drill bit plus three regrinds and recoatings can achieve the same Production, tool costs are reduced by 50%. At present, BALINIT® PERTURA is a breakthrough coating product in hole processing applications, which can ensure stable production of various drilling in medium and high speed drilling environment, improve production efficiency and reduce production cost.
As a new generation of improvements in current BALINIT® FUTURA and HELICA bit coating technologies, the most critical advantage of BALINIT® PERTURA is its nanostructure. Increase productivity and process reliability when machining difficult materials. This new coating stands out because of its design, construction and smoothness. It provides the perfect balance between the optimal residual stress, hardness and fracture toughness for the nanostructure layer, significantly increases the wear resistance and inhibits crack propagation. In addition, the higher red hardness significantly enhances the protection against wear and greatly extends the service life of different drill bits. Thanks to reduced adhesion sensitivity, chip evacuation is facilitated even during deep hole processing, and a smooth coating surface is perfect for processing challenging materials. The figure shows the case of a 8.5mm diameter bit drilled ductile iron GGG60. The cutting parameters are: line speed 90m/min, feed 0.22mm/r, hole depth 43mm, the emulsion is cooled, when the bit wear amount reaches 0.3 In mm, the number of drills from Balzers' original two coatings was 2,300 and 2,750 holes, respectively, and the number of drills processed with BALINIT® PERTURA reached 3,800 holes, greatly extending the service life. Due to the nano-multilayer structure of BALINIT® PERTURA and the extremely high red hardness, the bit with this coating can choose a higher cutting speed to increase production efficiency. The picture below shows an example of using PEERTURA coatings to increase productivity. Carbide drill with a diameter of 8.5 mm, processing 42CrMo4, 43mm long through hole, emulsion cooling, using Balzers' original coating for hole machining, drilling line speed of 80m/min, feed rate For 0.284mm/r, it takes 25min to drill 500 holes. For the bit with PEERTUA coating, the line speed can reach 210m/min, the feed rate is 0.2mm/r, and it takes only 13 minutes to drill 500 holes. The processing time is greatly shortened and the production efficiency is increased by 85%. At the same time, BALINIT® PERTURA achieves the same performance as a new knife on regrind drill bits. If the cost of regrinding and recoating is one-third of the price of the new drill bit, four new drill bits were needed to achieve the output. Now only one new drill bit plus three regrinds and recoatings can achieve the same Production, tool costs are reduced by 50%. At present, BALINIT® PERTURA is a breakthrough coating product in hole processing applications, which can ensure stable production of various drilling in medium and high speed drilling environment, improve production efficiency and reduce production cost.
Indispensable "coating" for tool products
Due to the high hardness of the surface coating, the grinding tool has a small grinding ratio when grinding with a common grinding wheel, and it is difficult to regrind. Many operators discard it as a non-reground tool, which causes great waste. The method of regrind and recoat coating tools is described.