First, what is brazing? How is brazing classified? What are the characteristics of the brazed joint form? Brazing is divided into soldering and brazing depending on the melting point of the solder. (1) soldering: soldered solder has a melting point lower than 450 ° C, and the joint strength is lower (less than 70 Induction brazing Second, what are the classifications of arc welding, and what are the advantages? A fusion welding method using an electric arc as a heat source is called arc welding. Can be divided into manual arc welding, submerged arc welding and gas shielded welding. The biggest advantage of manual automatic welding is that the equipment is simple, flexible and convenient to apply, wide in application, and can weld various welding positions and straight seams, ring seams and various curve welds. It is especially suitable for welding in the case of constant operation and welding of short welds; submerged arc welding has the characteristics of high productivity, good weld quality and good working conditions; gas shielded welding has the characteristics of good protection effect, stable arc and concentrated heat. Submerged arc welding Third, when welding arc welding, the composition of low carbon steel welded joints, the structure and performance of metal in each region? (1) The welded joint consists of weld metal and heat affected zone. 2) Heat-affected zone: During the welding process, the metal on both sides of the weld is affected by the heat of welding to produce a region where the structure and properties change. (2) The thermal effects of low carbon steel are divided into fusion zone, superheat zone, normalized zone and partial phase change zone. 1) The fusion zone is located between the weld and the base metal, and part of the metal-baked portion is not melted, also called the semi-melting zone. The heating temperature is about 1 490 to 1 530 ° C. The composition and structure of this zone are extremely uneven, the strength is decreased, and the plasticity is very poor. It is the birthplace of cracks and local brittle failure. 3) The normalizing zone heating temperature is about 850 ~ 1 100 ° C, which belongs to the normal normalizing heating temperature range. After cooling, a uniform fine ferrite and pearlite structure is obtained, and its mechanical properties are superior to those of the base material. 4) The partial phase change zone heating temperature is about 727 ~ 850 °C. Only part of the organization changes, the tissue is not uniform after cooling, and the mechanical properties are poor. Fourth, what is resistance welding? What types of resistance welding are divided into different types? Resistance welding is a welding method in which a current is passed through a workpiece and a resistance heat generated between the welding contact faces to heat the weldment to a plastic or partially melted state, and then pressure is applied to form a welded joint. Resistance welding is divided into three types: spot welding, seam welding and butt welding. (1) Spot welding: the weldment is pressed between the two columnar electrodes, and is heated by electricity to melt the weldment at the contact to form a nugget, then power off, and solidify and crystallize under pressure to form a dense joint. . (2) Seam welding: Seam welding is similar to spot welding except that a rotating disk electrode is used instead of the column electrode. The stacked workpieces are energized between the discs and fed as the disc rotates to form a continuous weld. (3) Butt welding: According to the welding process, butt welding can be divided into resistance butt welding and flash butt welding. 1) In the resistance butt welding process, the upset forging pressure (10~15 MPa) is applied first, so that the workpiece joint is in close contact, the electric heating is heated to the plastic state, and then the upsetting pressure (30-50 MPa) is applied, and the power is cut off at the same time to make the welding. The contact is plastically deformed under pressure and welded. The resistance butt welding operation is simple, the joint shape is smooth, but the welding part end face processing and cleaning requirements are high, otherwise it will cause uneven heating of the contact surface, resulting in oxide inclusions, welding impervious and other defects, affecting the welding quality. Therefore, resistance butt welding is generally only used for welding workpieces with a diameter of less than 20 mm, a simple cross section and a small force. 2) The flash butt welding process is first energized, and then the two weldments are slightly contacted. Because the surface of the weldment is not flat, the current density of the contact point is very high, and the metal melts rapidly, vaporizes, blasts, and sparks, causing flash phenomenon. Continue to move the weldment, create a new contact point, the flash phenomenon continues to occur, when the end faces of both weldments are fully melted, quickly pressurize, then power off and continue to pressurize, so that the weldment is welded. Resistance welding Laser welding uses a focused laser beam as an energy source to bombard the heat generated by the workpiece for welding. Laser welding has the following characteristics: Laser welding can weld low-alloy high-strength steel, stainless steel and copper, nickel, Titanium Alloy, etc.; dissimilar metals and non-metallic materials (such as ceramics, plexiglass, etc.); currently used in electronic instrumentation, aviation, aerospace, nuclear reactors, etc. . Laser welding 6. What is the basic principle of electron beam welding? What are the characteristics and uses? Electron beam welding utilizes a high-speed electron beam focused in a vacuum to bombard the surface of the weld, causing it to melt instantaneously and form a welded joint. Electron beam welding has the following characteristics: Electron beam welding is used to weld low alloy steel, non-ferrous metals, refractory metals, composite materials, dissimilar materials, etc., thin plates and thick plates. It is especially suitable for welding thick parts and welding parts requiring small deformation, using devices in vacuum, precision micro-devices, etc. Electron beam welding
PVD (physical vapor deposition) coating is a type of Surface Treatment that is used to improve the performance of metal parts, by applying a thin layer of material onto the substrate through a vacuum chamber. This process provides a range of benefits, including increased hardness, improved wear resistance, and enhanced corrosion resistance.
PVD coatings are typically applied to metals such as stainless steel, titanium, and aluminum. They are particularly useful in applications where the substrate is subjected to high wear and tear, as the coatings help to reduce friction and limit the damage caused by abrasion. They are also used in the automotive industry to provide an aesthetic and functional finish to exterior parts.
PVD coatings can be tailored to meet specific application requirements, with a range of coating materials available, including titanium, chromium, and zirconium. These coatings can be deposited in a range of colors, such as black, gold, and silver, giving designers and manufacturers the flexibility to create parts with the desired appearance.
Another key benefit of PVD coating is its durability. The thin layer of coating can offer a long-lasting, high-performance finish, even in harsh or corrosive environments. This makes them particularly useful in outdoor applications, and in settings such as aerospace and medical devices, where reliability and durability are critical.
PVD coating is applied through a series of steps, including cleaning and pre-treatment of the substrate, coating material deposition, and post-treatment, such as polishing or annealing. The result is a thin, uniform layer of coating that provides a range of functional and aesthetic benefits.
In conclusion, PVD coating is a versatile and effective surface treatment for metal parts. It offers a range of benefits, including improved hardness, wear resistance, and corrosion resistance, as well as aesthetic options. By enhancing the performance and durability of metal parts, PVD coating plays an important role in improving the reliability and efficiency of a range of industries and applications.
Pvd Process,Pvd Coating Process,Pvd Metal,Pvd Vacuum Plated Lizhi Precision Manufacturing Technology Co.,Ltd , https://www.lizhihardware.com
Brazing is to use a metal whose melting point is lower than that of the base material as a brazing material. After heating, the brazing material melts, the weldment does not melt, the base material is wetted by the liquid brazing material, the joint gap is filled and the base material is mutually diffused, and the weldment is firmly fixed. Connected together.
MPa).
(2) Brazing: The brazed solder has a melting point higher than 450 ° C and a higher joint strength (greater than 200 MPa).
The bearing capacity of the brazed joint is related to the size of the joint face. Therefore, brazing is generally lap joints and kits to compensate for the lack of brazing strength. 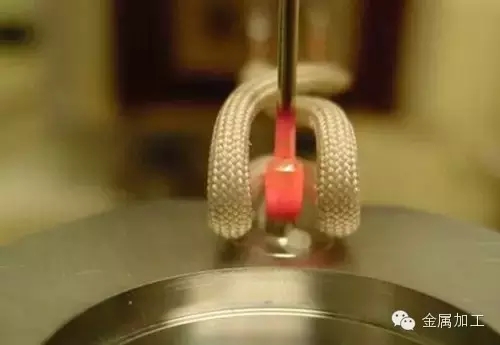

1) Weld metal: When welding, the temperature at the weld is above the liquidus, and the base metal and the filler metal form a common molten pool, which becomes an as-cast structure after condensation. During the cooling process, the liquid metal crystallizes from the fusion zone toward the center of the weld to form a columnar crystal structure. Since the electrode core and the coating have alloying effect during the welding process, the chemical composition of the weld metal is often superior to that of the base metal. As long as the welding rod and welding process parameters are selected reasonably, the strength of the weld metal is generally not lower than the strength of the base metal.
2) The superheating zone is close to the fusion zone, and the heating temperature is about 1 100 to 1 490 °C. Since the temperature greatly exceeds Ac3, the austenite grains grow sharply, forming an overheated structure, which greatly reduces the plasticity, and the impact toughness value decreases by about 25% to 75%. 
Spot welding is suitable for welding thin plates (laps) and steel bars up to 4 mm, and is widely used in the production of automobiles, airplanes, electronics, instruments and daily necessities.
Seam welding is suitable for welding thin plates with a thickness of less than 3 mm. It is mainly used for the production of sealed containers and pipes.
The quality of the flash butt welding joint is good, and the pre-weld cleaning requirements for the joint surface are not high. It is often used for welding important workpieces with large force. Flash butt welding can not only weld the same metal, but also weld dissimilar metals such as aluminum steel, aluminum copper, etc. It can weld 0.01 mm wire or 500 mm diameter pipe and 20 000 mm2 plate. 
5. What is the basic principle of laser welding? What are the characteristics and uses?
1) The laser beam has a high energy density, the heating process is extremely short, the solder joint is small, the heat affected zone is narrow, the welding deformation is small, and the weldment dimensional accuracy is high;
2) It is possible to weld materials that are difficult to weld by conventional welding methods, such as welding refractory metals such as tungsten, molybdenum, niobium, and zirconium;
3) It is possible to weld non-ferrous metals in the air without the need for additional protective gas;
4) Laser welding equipment is more complicated and costly. 
1) High energy density and strong electron penetration;
2) The welding speed is fast, the heat effect is cancelled, and the welding deformation is small;
3) The vacuum protection is good, the weld quality is high, and it is especially suitable for the welding of living wave metal. 
Summary: Six types of welding performance and characteristics