Hotel Hot Tub,Whirlpool For 5 Person,Outdoor Hot Tub,Garden Hot Tub Spas SpaRelax Co., Ltd. , https://www.sparelaxoutdoorspa.com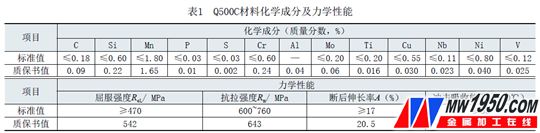
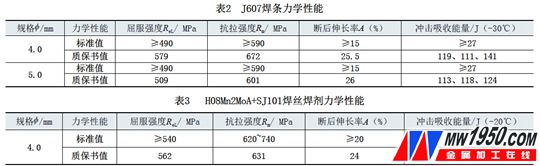
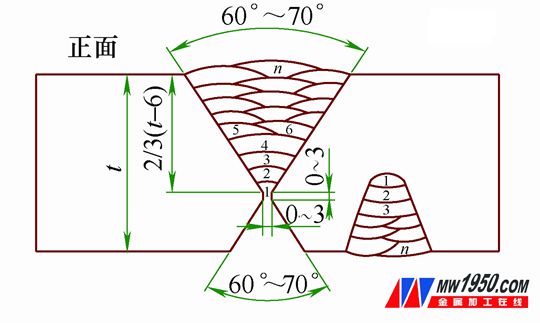
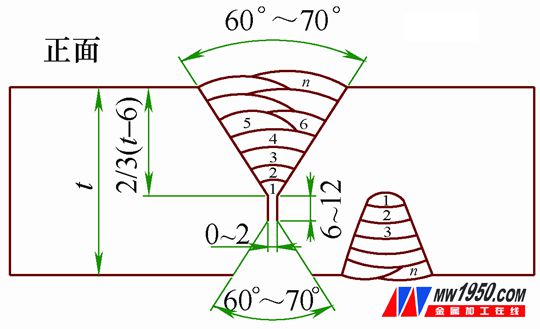
Figure 2 Submerged arc welding groove form and weld bead distribution 


Welding process of Q500C material for steel pipe pile
Our company undertakes the project of steel pipe piles for fixed docks in the sea area. Some of the pipe piles are made of Q500C material, φ2400mm, the length of single root is about 50m, and the wall thickness is 45mm, 51mm and 64mm respectively. The structure of the product is relatively simple, consisting of a cylindrical body and internal reinforcing ribs. The welded joint is mainly the longitudinal annular joint of the cylinder and the fillet weld of the reinforcing rib and the cylinder. Q500C material is low-alloy high-strength steel, and the product wall thickness is thick, and it is easy to produce defects during welding. In order to ensure the welding quality of the product, the pre-welding process is based on the material weldability. Through the welding process evaluation test, the pre-welding process was revised, and a welding process that can guarantee the quality of the product was developed and applied to the product welding.
Weldability analysis
The chemical composition and mechanical properties of Q500C materials are shown in Table 1 (sheet size 45mm), which belongs to low-alloy high-strength steel. The supply status is TMCP (thermo-mechanical rolling) + tempering. TMCP steel has the characteristics of high strength, good toughness, fine grain, low alloying element content and good weldability. According to the formula recommended by the GB/T1591 standard and the chemical composition of the warranty book, CEV=0.43% is calculated, and the welding crack sensitivity index Pcm=0.2%. Therefore, the welding of the material needs to consider pre-weld preheating, post-weld dehydrogenation treatment, and low-hydrogen welding materials and other process factors.
2. Pre-welding process
(1) Welding method The vertical ring seam of the product cylinder is welded by arc welding, and the submerged arc welding is used for double-sided welding of the inner and outer ports. The fillet welds of the inner reinforcing rib and the cylinder are welded by welding arc welding.
(2) According to the principle of equal strength and the weldability of the base metal, the welding rod arc welding uses J607 welding rod, and the submerged arc welding uses H08M n2M o A welding wire and S J101 flux. The mechanical properties are shown in Table 2 and Table 3.
(3) Groove form and weld bead arrangement The groove form and bead arrangement used in the welding process evaluation are shown in Figure 1 and Figure 2, respectively.
Figure 1 Welding arc welding groove form and weld bead distribution
(4) Preheating and inter-channel temperature Due to the high strength of Q500C material, it has a certain tendency to harden. The product cylinder wall is thick and has a large restraint stress. In order to prevent cracks, preheating before welding is ≥80°C. . In order to prevent the heat-affected zone from being coarse, the temperature between the control channels is below 230 °C.
(5) Post-weld heat and post-weld heat treatment Immediately after the welding, the heat treatment is carried out at 200 ~ 250 °C, and the heat is kept for 2 h to accelerate the diffusion and escape of hydrogen in the welded joint to prevent cold crack defects. After stress welding, the stress relief heat treatment is carried out at a temperature of (620±100) °C, for 3 hours, the heating rate is 55~124 °C/h, the cooling rate is 55~144 °C/h, and the inlet and outlet temperature is <315 °C.
(6) The welding parameters proposed for the welding parameters are shown in Tables 4 and 5.
3. Welding procedure qualification
According to the AWS D1.1 standard specification, according to the pre-welding process proposed above, two sets of welding process qualification tests were carried out on the Q 5 0 0 C plates with a thickness of 45 mm. One group is submerged arc welding, the rating is PQ R1406A; the other is electrode arc welding, the rating is PQR1407A.
After the test piece is welded, it is visually inspected and 100% RT tested. After the defect is not treated, heat treatment is performed. After heat treatment, samples such as tensile, bending and impact are sampled. The test results are shown in Table 6 to Table 8.
It can be seen from the test results that the tensile strength of the two sets of evaluation tests is higher than the minimum tensile strength value of 600M P a specified by the Q500C standard of the parent metal, except for the 0.9mm crack on the surface of a curved specimen evaluated by the electrode arc welding. The samples were all intact and free of defects. The impact test does not require a qualified value in the contract document, but from the actual test results, the single value and the average value of the weld and the heat affected zone are larger than the minimum impact absorption energy specified by the parent metal standard, and the welded joint has sufficient toughness. Therefore, the test results show that the proposed pre-welding process can ensure that the mechanical properties of the welded joint meet the requirements of the AWS D1.1 standard.
4. Welding process application
The pre-welding process has been proved by the process evaluation test to ensure the mechanical properties of the welded joint. However, in the actual product welding process, it is also necessary to consider the thickness of the plate, the shape of the groove, the restraint of the cylinder group, the post-weld heat treatment and other aspects of the welded joint. Influencing factors, for this reason, the necessary revision and improvement requirements on the basis of the pre-welding process are very important for ensuring the welding quality of the products.
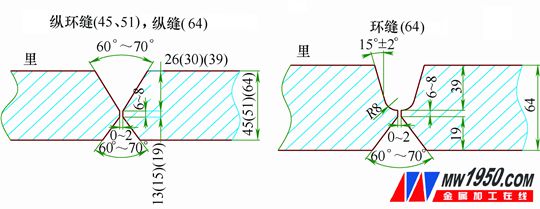
(1) The product thickness of the product in the groove form is 45mm, 51mm and 64mm. The vertical ring joint of the cylinder is mainly fixed by welding arc welding, and the submerged arc welding is used for welding the inner and outer groove. In order to improve the production efficiency, 45mm, The 51mm longitudinal ring joint and the 64mm longitudinal joint adopt asymmetric asymmetrical V-shaped groove, the 64mm ring seam adopts UV-shaped groove, and the longitudinal ring groove groove form is shown in Fig. 3.
Figure 3 Vertical ring groove groove form
(2) Preheating and post-heat temperature process evaluation test proves that Q500C material is preheated before 80°C before welding, and post-heat treatment of 200~250°C after welding can ensure the mechanical properties of welded joint. However, the product is rolled and calibrated by a cold pressing process, and the wall thickness is thick, the restraining stress is large, and cold cracks are easily generated. Therefore, in order to ensure product quality, the preheating temperature is increased to above 110 °C, and after the welding, 300~350 °C hydrogenation treatment is performed to ensure that no crack defects are generated; and each weld is specified to be welded once as much as possible, and the control channel is controlled. The temperature is between 110~230 °C. If the welding is interrupted, the hydrogen treatment should be carried out immediately. Before re-welding, it is preheated to above 110 °C according to the regulations.
(3) Post-weld heat treatment Considering the influence of the maximum holding time of the material on the mechanical properties, the actual product heat treatment holding time is 2~3h to eliminate the stress. Due to the long product length, the segmented heat treatment is adopted, and the sectioned seam is used for local heat treatment. The local heat treatment uses a heating plate to fix the whole ring weld tightly. The heating width of each side is ≥100 mm, and the inner and outer insulation of asbestos is used within 1 m around the weld so that the temperature gradient does not affect the material properties of the material.
5 Conclusion
According to the process evaluation, the Q500C material is preheated to 80°C or higher before welding, and the temperature between the channels is controlled between 80~230°C. Immediately after welding, it is treated at 200~250°C, heat treatment after 2h, heat treatment after stress elimination, selection, etc. The strength of the welding material can guarantee the mechanical properties of the welded joint. The pre-welding process qualified by the process qualification test is adopted to adjust the groove form and post-weld heat treatment time to improve the preheating and post-heat requirements, and the welding quality of the product can be ensured.
references:
[1] Chinese Society of Mechanical Engineering Welding Society. Welding Manual: Welding of Materials [M]. 3rd ed. Beijing: Mechanical Industry Press, 2008.
[2] Chen Yuchuan. Welding process of steel pressure vessel [M]. Beijing: Mechanical Industry Press, 2007.
About the author: Zhao Ruihui, China Ship Shenghui Equipment Co., Ltd.