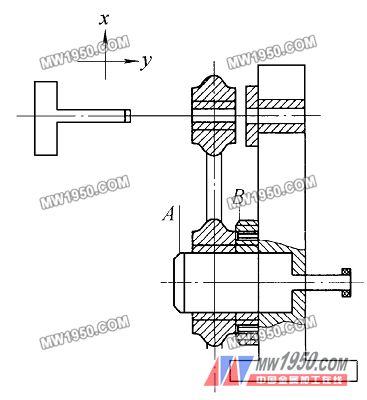
The precision of the connecting rod bushing hole and the large hole hole is an important factor to ensure the final use effect of the connecting rod. All technical requirements of this machining process are the main technical parameters determining the quality of the connecting rod. With the development of the market, the quality requirements of the products are getting higher and higher, and the improvement of the precision of this process has become an urgent problem to be solved. 1. Technical requirements Figure 1 is the 6110CK engine connecting rod. The technical requirement is that the distortion of the two holes is 100:0.04, 100:0.03 in parallel. figure 1 2. Current process analysis The original process: after the processing of the large hole, the clamping position is fixed by the expansion tire, the position is fixed by the end positioning plate, and the bushing hole is boring on the special fixture, which basically ensures the hole diameter and surface roughness of the bushing hole. However, the distortion of the two holes is 0.03 to 0.06 mm, and the center distance is also 5% of the connecting rods by 0.01 to 0.05 mm. (1) Baseline mismatch error Since the expansion of the large head hole method by using the expanded tire is to use the expanded tire A as the first reference point, the small head hole is fixed to the second reference point by the positioning axis, and the positioning plate is expanded when the expansion tire and the large head aperture have certain tolerances. B also forms a positioning function, which becomes the second reference for the big hole, causing the reference to not coincide (Figure 2). figure 2 (2) Secondary clamping error The large hole of the connecting rod is made by the first process, and the boring of the bushing hole is re-clamped, resulting in a cumulative error between the two processes. (3) Processing error During boring, due to working time and weather changes, the thermal expansion error of the hoe in the x direction can be as high as 0.007~0.10mm, and cannot be guaranteed due to the two clamping center distances (Fig. 2). Next page
UF seat cover, ceremic feeling, soft closed, quick release, high grade and excellent quality.
Direct factory with professional R&D department, product range covers Smart Toilet, Bidet cover, toilet seat, tank fittings, flush tank, flush valves, and Intelligent Toilet.
We insist on the philosophy of "Technology first, Quality first, Credit first, Clients first" . Our R&D and customer service Uf Seat Cover,Duroplast Toilet Seat,Urea Toilet Cover,Ceramic Toilet Seat XIAMEN JIEENTE IMPORT AND EXPORT CO.,LTD , https://www.jieente.cn versus
versus  The center distance of the two holes is (195±0.03) mm, the cylindricity of the holes is 0.008 mm, 0.004 mm, the position of the center line of the big hole is 0.10 mm, and the perpendicularity of the center line of the big hole facing the center line of the large hole is 100:0.10. .
The center distance of the two holes is (195±0.03) mm, the cylindricity of the holes is 0.008 mm, 0.004 mm, the position of the center line of the big hole is 0.10 mm, and the perpendicularity of the center line of the big hole facing the center line of the large hole is 100:0.10. . 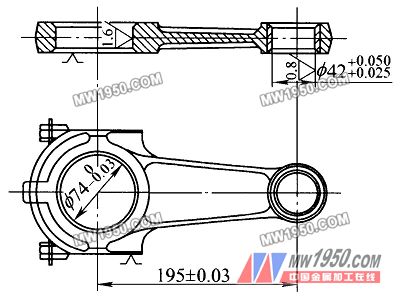
Connecting rod bushing hole and big hole processing technology (Figure)