[Positioning]: The system can automatically set the center and ±4, ±Y four end faces according to the machine parameter setting. Figure 4 main interface of the graphical automatic programming system In the control screen, use the cursor to click the [YH] window switch flag in the upper left corner (or press the ESC key), and the system will transfer to the CNC-10A programming screen. Figure 4 shows the main interface of the graphical automatic programming system. Previous page next page Tube Punching Machine,Pipe Punching Machine,Tube Punching Equipment,Pipe Punch Machine Shandong EN FIN CNC Machinery Co., Ltd , https://www.sdfincncmachinery.com
(1) Positioning method selection:
1 Use the cursor to click the parameter window [OPEN] in the right middle of the screen (or press the “O†button), the parameter setting window will pop up on the screen, and you can see that there is [Location LOCATION XOY].
2 Move the cursor to 'XOY' and tap the left button to display XOY, XMAX, XMIN, YMAX, YMIN.
3 After selecting the appropriate positioning method, use the cursor to click the CLOSE mark in the lower left corner of the parameter setting window.
(2) Positioning:
The cursor points the motor status flag to make it 'ON' (originally 'ON' can be omitted). Press the [Position] button (or 'C' button), the system will automatically operate the center and fixed end faces according to the selected method. When the molybdenum wire meets a certain end face of the workpiece, the screen will display a bright line at the corresponding position. Press the [Pause] button to abort the positioning operation.
[Read disk]: Insert the floppy disk containing the processing code file into the floppy disk drive, and click the button with the cursor (or press the “L†key). The data window for storing all the code file names on the disk will appear on the screen. Use the cursor to point to the name of the file to be read, tap the left button, the background of the file name turns yellow; then use the cursor to click the '囗' (undo) button in the upper left corner of the data window, the system automatically reads the selected code. File and quickly draw the graph. On the right side of the data window, there are two upper and lower triangle markers '△' button, which can be used to page forward or backward. When the code file is not displayed on the first page, it can be selected by turning pages.
[Back]: The system has an automatic/manual rollback function. In the processing or single-stage machining, once the high-frequency short-circuit phenomenon occurs, the system will automatically stop the interpolation. If the short-circuit reaches the set number of times within the set control time (set by the machine parameter), the system will automatically retract. If the short circuit still cannot be eliminated within the set control time, the system will automatically cut off the high frequency and stop.
In the system static state (not [Processing] or [Single Segment]), press the [Rewind] button (or press the "B" button), the system will perform the retracting operation, and when the current segment ends, it will automatically stop; Press the button again to continue the previous paragraph's rollback.
[Tracking Regulator]: This adjuster is used to adjust the speed and stability of tracking. The red pointer in the middle of the adjuster indicates the amount of adjustment; the hand moves to the left, the bit tracking is strengthened (acceleration); the right moves, the bit tracking is weakened (deceleration) ). There are two buttons on both sides of the pointer table, the “+†button (or “Eed†button) is accelerated, and the “-†button (or “PgDn†button) is decelerated; the digital quantity behind the English letter JOB SPEED/S above the adjuster indicates processing. Instantaneous speed. The unit is: step / second.
[Segment No. Display]: The code segment number of the current processing is displayed here. You can also use the cursor to select the location. After the pop-up screen keypad, type the segment number to be cut. (Note: When taper cutting, the segment number cannot be set arbitrarily).
[Partial observation window]: Click this button (or F1 button) to open a partial window in the upper left of the display window, which will display the current interpolation track magnified ten times; when the button is pressed, the partial window will be closed.
[Graphic display adjustment button]: These six buttons have dual functions. In the graphic display state, their functions are as follows:
“+†or F2 button: 1.2 times larger image
"-" or F3 key: the figure is reduced by 0.8 times
"â†" or F4 key: The graphic moves 20 units to the left
“→†or F5 key: the graphic moves 20 units to the right
“↑†or F6 button: The graphic moves up 20 units
“↓†or F7 button: The graphic moves down 20 units
[Coordinate Display]: The "Coordinates" section at the bottom of the screen displays the absolute coordinate values ​​of X, Y, U, and V.
[Efficiency]: The efficiency of processing is shown here, the unit is: mm/min; every time the system finishes processing a code, it automatically counts the time used and finds the efficiency.
[YH Window Switch]: The cursor points to the mark or presses the “ESC†button, and the system switches to the drawing programming screen.
[Zoom and zoom of graphic display]: There are small buttons under the graphic display window, which are symmetrical processing, translation processing, rotation processing and partial magnification window on/off from the leftmost side (only valid in simulated or processed state) The rest are zoomed in, zoomed out, left shifted, right shifted, moved up, and down. These functions can be selected as needed to adjust the size and position of the graphic in the display window.
For specific operations, you can use the trackball to take the corresponding button, or press F1, F2, F3, F4, F5, F6, F7 directly from the local zoom.
[Display, Edit, Save and Invert]: Use the cursor to click [Display Toggle Flag] (or 'F10') in the upper right corner of the display window. The display window is graphic display, relative coordinate display, code display (simulation, You cannot enter the code display mode during processing or single-segment work).
In the code display state, any valid code line is clicked with the cursor, the line is lit, the system enters the editing state, and the mark symbol on the display adjustment function button becomes: S, I, D, Q, ↑, ↓, each The function of the key is transformed into:
S - code save I - code inversion (reverse code conversion)
D - delete the current line (lights the line) Q - exits the edit state
↑——Page up ↓——Page down
In the edit state, input and delete operations (keyboard input data) can be performed on the currently lit line. After editing, press Q to exit and return to the graphic display status.
[Timekeeping function]: When the system works in [Processing], [Analog], [Single Segment], the time card is automatically turned on. The interpolation operation is terminated and the timekeeping is automatically stopped. Use the cursor to take the time card, or press the “O†button to clear the time card.
[Inverted cutting processing]: After reading in the code, click [Display Window Switching Flag] or press the "F10" key until the processing code is displayed. Tap the cursor at any line of code and the line lights up. The graphic below the window shows the adjustment button mark into S, I, D, Q, etc.; press the "I" button, the system automatically reverses the code (the upper and lower shaped code does not have this function); press the "Q" key to exit, the window returns to the graphic display. In the upper right corner, the reverse sign "V" appears, indicating that the code has been inverted, and [Processing], [Single Segment], and [Analog] work in an inverted manner.
[broken wire processing]: When the processing encounters broken wire, press [Order] (or press "I" button) to automatically return to the origin, and the taper wire frame will automatically return straight (Note: Do not close after breaking the wire) Motor, otherwise it will not be able to return to the origin correctly). If the workpiece machining is almost finished, the code can be inverted and then cut (reverse cut).
(4) Line cutting machine tool drawing automatic programming system
1. CNC-10A drawing automatic programming system interface diagram 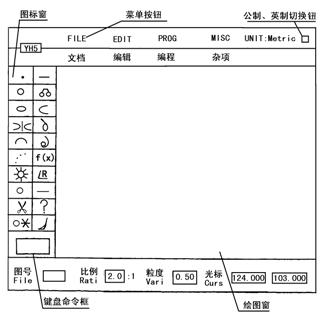
Operation of CNC EDM machine (3)